What is the acrylic sheet?
All of these products have something in common –they’re polymers, a substance made up of large molecules also known as macromolecules. Normally, they’re synthesized from oil-derived chemicals, the most affordable method nowadays, but, to a lesser extent, they are also synthesized from renewable sources, such as corn starch and cellulose. Without a doubt, it would be great if advancements in science made it possible to make synthesizing them from renewable sources cheaper. Besides polymers, they’re also known as acrylics or, more broadly, plastics.
Types of Acrylic Boards:
Almost all of these products can be transparent, colored, matte or glossy. To color the material, dyes are used in the manufacturing process. Before processing them, these products are mainly found in two forms: in rice-like granules or liquid. They can be processed in two ways:
Extrusion:
The extrusion process starts by melting the acrylic granules and then feeding them to extruding machines, which force and press the acrylic between rolls as it cools until it turns into a polymer. With this process, very long boards of various thicknesses can be made. You can see the manufacturing process in the video above. Besides making boards, this is the usual process to make all kinds of profiles and pipes.
The advantages of extrusion are that it allows for the manufacturing of more precise and uniform lengths and thicknesses than casting, as well as its high transparency and good impact resistance.
Casting:
This manufacturing process is slightly slower than extrusion. Only one smaller board is produced at a time by pouring liquid acrylic between two pieces of glass that make up a mold. Then, the acrylic polymerizes, that is to say, it hardens through the gradual heating and subsequent cooling process. Besides boards, this process is normally used to produce pieces with irregular shapes repeatedly with molds.
Cast products are usually easier to machine and mold. They have a higher transformation potential through thermoforming, as well as a higher heat, UV and weather resistance. They’re also highly resistant to impacts.
Cast Methacrylate:
Methacrylate or acrylic made through a casting process (PMMA).
Extruded Methacrylate:
Methacrylate or acrylic made through extrusion (PMMA XT).
Polycarbonate:
Polycarbonate (PC) is very similar to methacrylate, but it’s more durable and some varieties can be bent at room temperature.
PVC:
PVC or polyvinyl chloride is the result of polymerizing the of vinyl chloride and it’s one of the most versatile plastic by-products. It can be produced in many ways, and depending on how it’s made it can be rigid or flexible.
Teflon:
Polytetrafluorethylene (PTFE), better known by its commercial name Teflon. It’s a practically inert substance that doesn’t react to almost any other substance, making its toxicity practically null. It’s also one of the materials with the lowest friction coefficient. It comes in many colors.
Polyethylene:
Polyethylene is one of the most common polymers or plastics thanks to its low price and ease of production. It can be bought as foam, rigid or flexible.
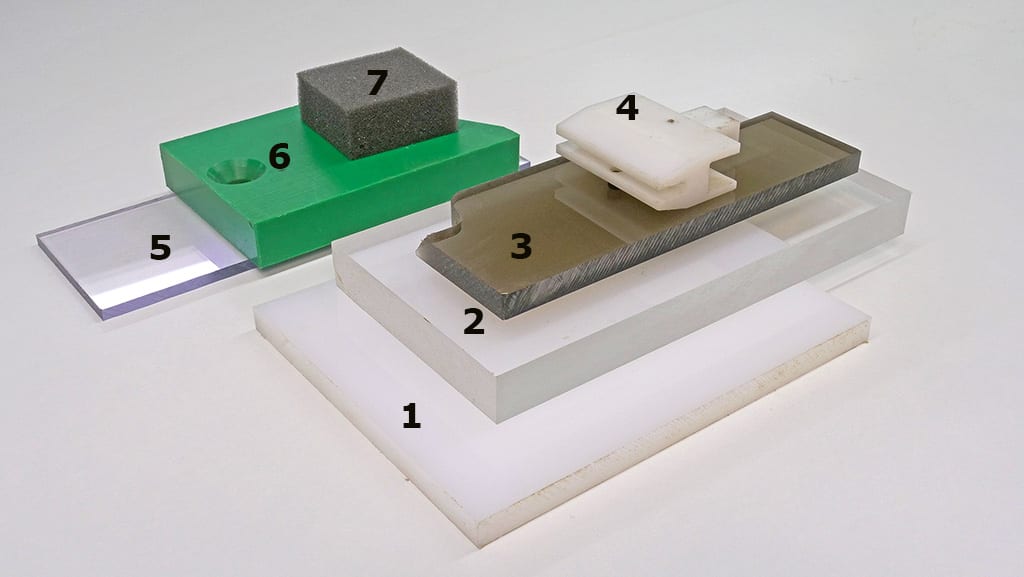
These are some of the polymer boards on the market:
1- White “opal” cast methacrylate (PMMA), 10mm thick.
2- Transparent glass cast methacrylate (PMMA), 20mm thick.
3- Black “smoked” extruded methacrylate (PMMA XT), 10mm thick.
4- White teflon.
5- Transparent glass extruded polycarbonate (PC), 6mm thick.
6- Green extruded polyethylene (PE), 20mm thick.
7- Black polyethylene foam (PE), 20mm thick.
Uses of polymers and acrylics:
It’s not the material I use most in my workshop, but I think it has a few neat applications. For starters, I like 4mm thick opal white methacrylate for making zero clearances for my homemade tools.
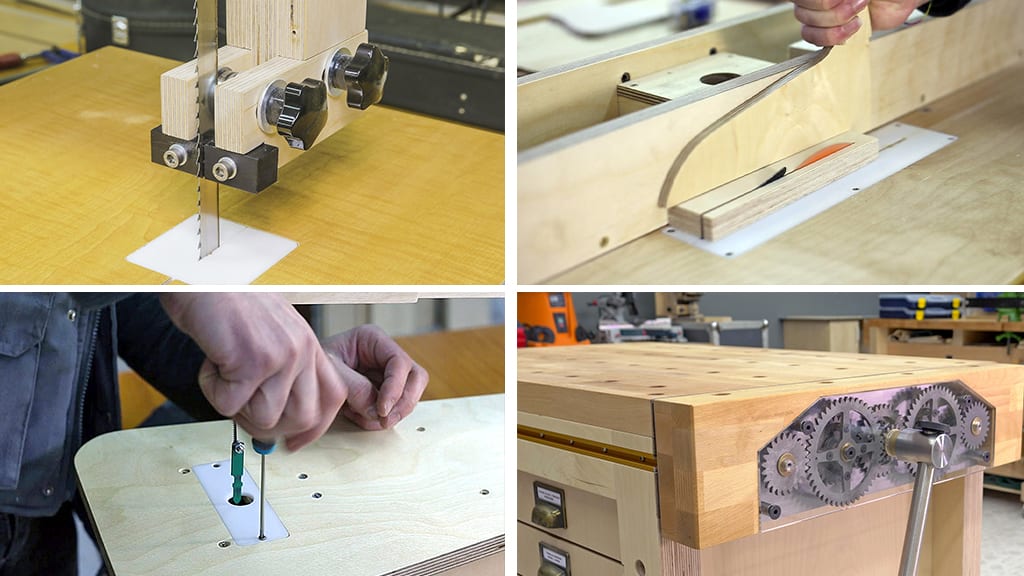
In the first picture you can see it in my homemade band saw, in the second one it’s in my Portable Workshop and in the third one you can see the methacrylate in my scroll saw.
It’s also a material worth considering when you need a sturdy, transparent panel, such as the cover for the workbench vise in the fourth picture.
By the way, in the first picture you can see the blade guides in my band saw, made from black teflon. Since this is a material with a very low friction coefficient, I initially thought it would be ideal to make the guides, but they ended up warping too much, so I made them again with HPL.
Almost all of these materials are hypoallergenic and moisture-resistant, so they’re perfect for making furniture for public spaces or for kitchens and bathrooms. For example, teflon is widely used to make cutting boards for kitchens.
The foam versions of polyethylene are perfect for packaging or heat protection for plumbing pipes. They’re also used to make custom inserts for boxes and drawers so that you can safely store your tools.
Processing polymers or acrylics:
These plastic materials can be processed with woodworking tools, with some considerations. Cast plastics are much easier to cut and route. Extruded polymers tend to chip or splinter more easily.

In the first picture I’m cutting a 4mm thick piece of “opal” cast methacrylate. To cut this kind of material, it’s always best to reduce the speed of the disc to a medium setting if possible, and use a fine disc with lots of teeth.
These materials are easy to sand and polish. In the second picture I’m sanding a piece of methcrylate into shape with a belt sander. Acrylics tend to get lots of scratches on the edges after being cut with a disc, so you’ll almost always have to sand them down to remove the scratches.
They’re also easy to drill with wood or metal drill bits. Just like when cutting them, we must try to set our drill to a medium speed.
In my opinion, out of all these plastic materials, teflon and polyethylene are the most versatile. Thanks to their low friction coefficient, they’re easy to machine, barely chip and can be routed very easily, allowing us to make pieces that require precision and stability. They’re also easy to thread firmly and safely. In the fourth picture you can see a teflon attachment for a clamp I made with a CNC, to clamp down the frets of a guitar.